
Шолу
CNC станок - бұл электромеханикалық интеграция өнімдерінің бірі ретінде механикалық, электрлік, гидравликалық, пневматикалық, микроэлектроника және ақпараттық және басқа да технологияларды икемді, әмбебап, жоғары дәлдіктегі, жоғары жылдамдықтағы механикалық өндірістік жабдықта кешенді қолдану. тиімділігі «икемді» автоматты өндірістік жабдық, ол әртүрлі операциялар мен қажетті қадамдарды және жұмыс алаңының пішіні мен өлшемін цифрлық кодпен өңдейді. Басқару ортасы арқылы сандық басқару құрылғысына, сандық басқару құрылғысы кіріс ақпаратына өңдеу және есептеу, командалық басқару станок жүйесі мен жетек тетіктерін, қажетті дайындаманы автоматты өңдеу. CNC станоктарының техникалық деңгейі және оның металл кесетін станоктардың өндірісіндегі және жалпы иеліктегі үлесі елдің ұлттық экономикалық дамуы мен өнеркәсіптік өндірісінің жалпы деңгейін өлшеудің маңызды көрсеткіштерінің бірі болып табылады. Соңғы жылдары қытайлық кәсіпорындарда CNC станоктарының үлесі жылдан жылға артып келеді және ол ірі және орта кәсіпорындарда көбірек қолданыла бастады, сонымен қатар ол әдетте шағын және орта кәсіпорындарда, тіпті жеке кәсіпорындар.
CNC токарь процесіне қойылатын талаптар
- Дайындаманы CNC токарь станогында өңдегенде, беру мөлшері үлкен, өңдеу жылдамдығы төмен және өңдеу процесінде дайындаманың тегіс емес бетінің әсерінен соққы жүктемесі болады.
- Токарлық өңдеу, азық мөлшері аз, өңдеу тиімділігін қамтамасыз ету үшін өңдеу жылдамдығы жоғары.
- Шпиндельді қозғалтқыштың жылдамдығы төмен және жоғары айналу моменті болуы керек және тұрақты және жоғары жылдамдықта жұмыс істей алады.
- Аналогтық сигналдарды қабылдау жоғары сызықтылықты және төмен жүктеме кедергісін қажет етеді.
- Қозғалтқыш шуы шамалы, ал жүйені автоматтандыру жабдығына кедергі аз. Жылдамдықты мүмкіндігінше азырақ арттырыңыз және азайтыңыз.
CNClathe KD600 сериялы өнімдерінің артықшылықтары
Kd600 сериялы жоғары өнімді векторлық инвертор ағынды басқарудың жетілдірілген технологиясын қолданады, төмен жылдамдықтағы қозғалтқыш моменті үлкен, жылдамдық дәлдігі жоғары, баға ақылға қонымды, функция толық, лезде қуат үзілуін өңдеу және жылдамдықты бақылау және қайта іске қосу функциясы бар , жүйенің үздіксіз жұмыс механизміне қол жеткізуін қамтамасыз ету, қозғалтқыштың ең жоғары тиімділік күйінде жұмыс істеуін қамтамасыз ету, сондықтан шпиндельді айнымалы ток серво жүйесінің орнына KD600 сериялы жоғары өнімді векторлық инверторды пайдалану станок өнеркәсібі үшін ең жақсы таңдау болып табылады. KD600 сериялы инвертор келесі мүмкіндіктерге ие:
- Бірегей әлсіз магнитті басқару технологиясы: 0 ~ 600 Гц жиілікте жұмыс істей алатын төмен жиілікті үлкен моментті қозғалтқышты жақсы басқаруға болады.
- Тұрақты тоқтау жылдамдығы: магнит ағынының баяулауын тоқтату технологиясы қозғалтқышты баяулатып, қысқа мерзімде тоқтатады.
- Жылдамдықтың дәлдігі және тұрақтылығы: жылдамдықты орнатудың сызықтылығы жақсы, жылдамдық тұрақтылығының дәлдігі жоғары және жүктеме өзгерген кезде жылдамдықтың ауытқуы 5/1000 шегінде.
- Төмен жиілікті тамаша өнімділік: дайындамаларды өңдеу кезінде күшті кесу күшін қамтамасыз ету үшін оңтайландырылған PG-сіз векторлық басқару алгоритмі, төмен жиілік 1 Гц-тен 150% номиналды момент шығысы.
- Бірнеше жиілікті кіріс режимдерін қамтамасыз етіңіз: 2 кернеу көзі 0 ~ 10 В немесе -10 В және +10 В кірісі, 1 ток көзі 4 ~ 20 мА немесе 0 ~ 20 мА кіріс.
- Тордағы кернеуді қолданудың кең ауқымы: Жетілдірілген коммутациялық қуат көзінің дизайны әртүрлі желілік орталарға қолданылуы мүмкін.
- Керемет өндіріс процесі: жабынды қалыңдатудың бірегей процесін қабылдаңыз, ауа құбыры ішкі ПХД-дан толығымен оқшауланған және металл шаңы, коррозиялық газ және ылғалдылық сияқты қатал физикалық ортаға қатты бейімделеді.
- Кіріктірілген ағып кетуді сіңіру тізбегі жабдық корпусы зарядталған кезде адам ағзасына электр тогының соғуын айтарлықтай азайтады.
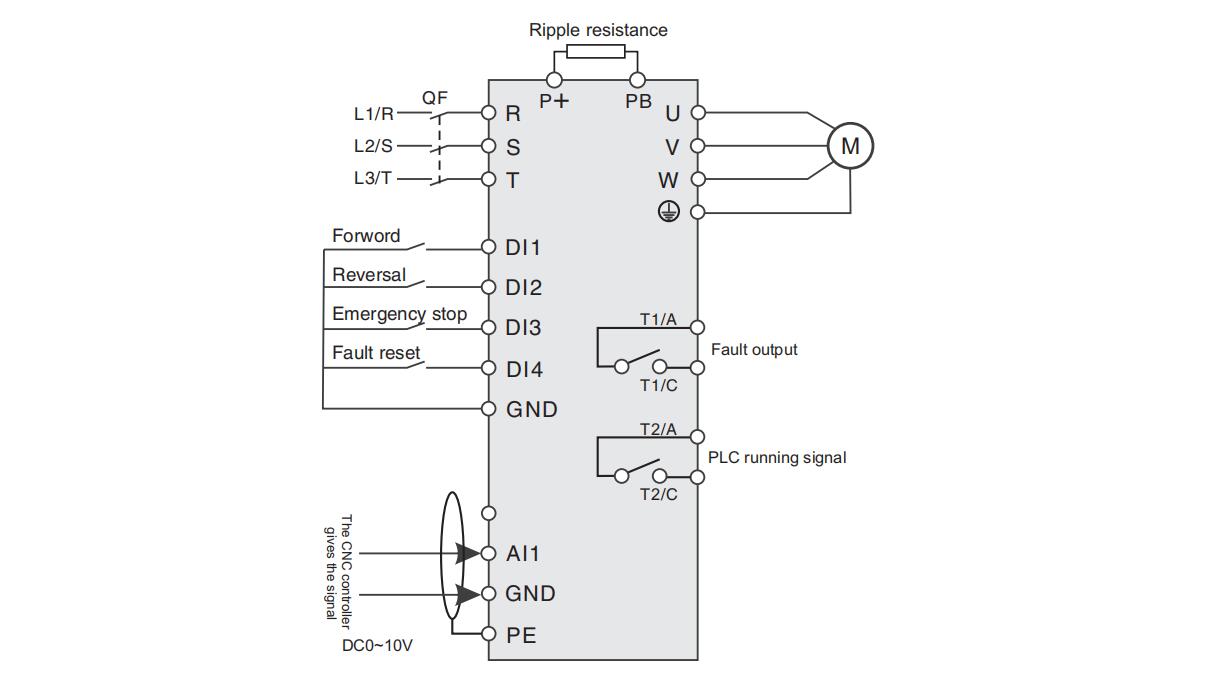
Негізгі электр схемасы
Параметрлердің параметрлері және сипаттамасы
| Параметрді орнату | Нұсқаулар | Параметрді орнату | Нұсқаулар |
| P0-03=1 | PG векторлық режимі жоқ | P4-01=11КВт | Қозғалтқыштың номиналды қуаты |
| P0-04=1 | Сыртқы терминал іске қосылады немесе тоқтайды | P4-02=380В | Қозғалтқыштың номиналды кернеуі |
| P0-06=2 | AI1 аналогтық шама берілген | P4-04=22,6А | Қозғалтқыштың номиналды тогы |
| P0-14=150 | Максималды шығыс жиілігі | P4-05=50Гц | Қозғалтқыштың номиналды жиілігі |
| P0-16=150 | Жұмыс жиілігінің жоғарғы шегі | P1-06=1435айн/мин | Қозғалтқыштың номиналды жылдамдығы |
| P0-23=1,0 | Жеделдету уақыты | P6-00=2 | Ақаулық шығу |
| P0-24=0,8 | Баяулау уақыты | P6-02=1 | Жиілік түрлендіргіш жұмыс істеп тұр |
| P5-00=1 | Алға жүгіру | P5-01=2 | Төңкерілген жүгіру |
| P4-01~P4-06 қозғалтқыш параметрлерін дәл енгізіңіз | |||
Түзету нәтижесі
KD600 сериялы жоғары өнімді векторлық жиілікті түрлендіргіш станок шпиндельдерін басқару талаптарына толық жауап бере алатыны дәлелденді. KD600 жетекші PG-сіз векторлық басқару режимін қабылдайды, ол әртүрлі бөлшектерді өңдеу қажеттіліктерін қанағаттандыру үшін төмен жылдамдықта (төмен жиілікте) жұмыс кезінде де 150% айналу моментін біркелкі шығара алады және дәстүрлі домалау мойынтіректерінің құрылымын және бұл шпиндельді толығымен ауыстыра алады. құрылымы қарапайым, ықшам және нақты қадамсыз жылдамдықты реттеуге қол жеткізе алады. Бұл шпиндельдің жылдамдығы әртүрлі өңдеу процестеріндегі шығыс жиілігін басқару үшін сыртқы аналогтық сигналмен басқарылады (мысалы, өрескел өңдеу, өңдеу және т.б.) әртүрлі жылдамдықты қажет етеді, бұл кезде сандық басқару жүйесі әртүрлі аналогтық кернеу сигналдарын шығара алады. инвертор әртүрлі жылдамдыққа қол жеткізу үшін, ал іске қосу және тоқтату сигналы сонымен қатар автоматтандыру дәрежесін жақсартатын және құралдың қызмет ету мерзімін ұзартатын сандық басқару жүйесімен басқарылады.

Жіберу уақыты: 17 қараша 2023 ж